Ponorné trubice či monoblokové ponorné výlevky sa vyrábajú z podobných a často rovnakých materiálov ako tieniace trubice a monoblokové zátky. Hlavnými materiálmi na ponorné trubice sú SiO2, Al2O3 a C.
Výroba trubíc
Pre kremenné ponorné trubice je východzou surovinou čistý kremenný piesok, ktorý sa roztápa pri 2000 °C v EOP. Vznikne kompaktný blok kremenného skla. Blok sa očistí na hrubo, potom najemno a rozdrví sa a preoseje. Podrobí sa mokrému liatiu a miesi sa. Presná voľba granulometrie, obsahu vody a viskozity koloidného roztoku má zásadný vplyv na homogenitu a kvalitu trubíc. Roztok sa naleje do sadrových foriem, kde odliatok tuhne. Po vybraní z formy sa ďalej suší v sušiacej komore.
Pre zlepšenie odolnosti sa osvedčil prídavok nitridu bóru do grafitovokorundovej keramiky. Nitrid bóru má podobné vlastnosti ako grafit a veľmi ťažko sa rozpúšťa v oceli. Merania ukázali, že dochádza k 3 až 4 násobnému zníženiu opotrebovania.
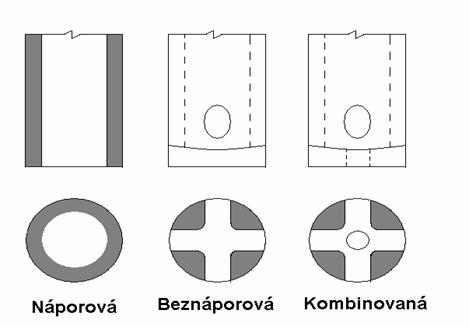
obr. Typy trubíc
Typy trubíc
Medzi dôležité faktory ovplyvňujúce kvalitu plynule odlievaných odliatkov patrí charakter prúdenia ocele v kryštalizátore. Prúdenie sa zo značnej časti dá ovplyvniť výberom vhodného typu vyústenia ponornej výlevky. Rozdiely v charaktere prúdenia sa prejavujú pri použití výleviek s náporovým vyústením, teda zvislým výtokom prúdu ocele jedným vertikálnym otvorom, a pri použití beznáporových výleviek s bočnými otvormi, ktoré sa vyznačujú celou radou rôznych modifikácií s odlišnými profilmi výstupných otvorov a to ich počtom po obvode výlevky, či uhlom ich vyústenia. Taktiež pri kombinácii týchto dvoch typov výleviek, nazývaných kombinované ponorné výlevky.
O type použitej ponornej výlevky rozhoduje celá rada faktorov, ako: tvar a rozmery kryštalizátora, akosť odlievanej ocele, rýchlosť liatia, spôsob dezoxidácie a nemenej aj cena ponornej výlevky. Dosiahnuté výsledky pri použití určitého typu ponornej výlevky výrazne ovplyvňuje hĺbka jej ponoru do ocele a množstvo privádzaného argónu.
Charakter prúdenia v kryštalizátore
Pri použití náporovej výlevky dochádza k zanášaniu nekovových inklúzií hlboko do tekutého jadra predliatku. Pri beznáporovej výlevke je mikročistota predliatku síce vyššia, ale môžu sa tu objavovať chyby na povrchu liacej kôry. Zvýši sa výskyt pozdĺžnych trhlín i množstvo prievalov. Kompromisným riešením uvedených nedostatkov je použitie kombinovanej výlevky, kde je s bočnými otvormi zavedený aj spodný zúžený otvor na dne výlevky. Tento otvor by mal zabezpečovať zníženie dynamického tlaku vystupujúcej ocele na stenu kryštalizátora a tým aj zníženie výskytu pozdĺžnych trhlín.
Charakter prúdenia náporovej výlevky
Prúdenie ocele v kryštalizátore pri použití náporovej výlevky bez privádzaného argónu sa vyznačuje vyššou strednou rýchlosťou a pri vyústení sa táto rýchlosť znižuje cca o 16%. V smere toku sa prúd rozširuje, pričom postupuje rýchlo a hlboko do tekutého jadra. U stien kryštalizátora prúd silno spätne prúdi z dolnej časti nahor. Prúdenie v hornej časti kryštalizátora je oveľa kľudnejšie a prakticky môže viesť k nízkemu prevodu tepla k hladine kryštalizátora.
Pri použití prefúkavania náporovej výlevky argónom spôsobuje prúdenie v hornej časti kryštalizátora zmes tekutej ocele a plynu, pričom vztlaková sila bublín Ar mení charakter prúdenia pri výstupe liaceho toku z výlevky. Bubliny zaisťujú intenzívne premiešavanie oblasti medzi ponornou výlevkou a stenou kryštalizátora. Liaca rýchlosť pri prefúkavaní ponornej výlevky Ar je nižšia ako aj hĺbka ponoru centrálneho prúdu. Vyšší objemový prietok Ar vedie k strhávaniu liaceho prášku, čo zhoršuje mikročistotu predliatku.
Charakter prúdenia beznáporovej výlevky
Použitie beznáporovej výlevky vedie k zmene charakteru prúdenia v kryštalizátore. V prípade, že nie je do prúdu privádzaný argón, vyteká prúd ocele veľmi intenzívne smerom ku stenám kryštalizátora, naráža do nich a delí sa na dva dielčie prúdy. Pri stenách je prúdenie intenzívne a pod ponornou výlevkou sa objavuje spätný prúd tekutého kovu zdola nahor. Výstupná rýchlosť a hĺbka ponoru je podstatne nižšia ako u náporovej výlevky. Pri nedodržaní hĺbky ponoru trubice môže dochádzať k obnažovaniu hladiny, čo vedie k styku tekutej ocele s atmosférou a strhávaniu častíc plávajúcich na hladine.
Prefúkavanie beznáporovej výlevky Ar vedie k zníženiu liacej rýchlosti z otvorov výlevky i k zníženej intenzite dopadu na steny kryštalizátora a tuhnúca vrstva ocele nie je narúšaná dynamickým účinkom vytekajúceho prúdu.
Charakter prúdenia kombinovanej výlevky
Prúdenie pri použití kombinovanej ponornej výlevky so štyrmi bočnými otvormi a piatym vertikálnym sa charakterovo nemení použitím rôznych veľkostí priemeru piateho vertikálneho otvoru. Ak do ponornej výlevky nepridávame argón, vystupuje tekutá oceľ zo všetkých otvorov rovnomerne, pričom intenzita prúdu vystupujúceho zo spodného otvoru priamo úmerne súvisí na priemere tohoto otvoru. Prúd vychádzajúci z bočných otvorov sa pri stene kryštalizátora delí na dva prúdy. Prúd, ktorý smeruje dole, je vzápätí strhávaný smerom hore. Pri nižšom priemere piateho otvoru výlevky je rýchlosť pri stenách kryštalizátora vyššia, čo môže spôsobovať zachytávanie inklúzií liacou kôrou. Tiež príliš úzke vyústenie piateho otvoru spôsobuje jeho rýchlejšie zarastanie nekovovými inklúziami.
Pri použití väčšieho priemeru piateho otvoru výlevky sa rýchlosť centrálneho prúdu z neho vytekajúceho zvýši oproti prúdu z bočných otvorov. Príliš veľký piaty otvor sa začne správať ako náporová výlevka a zanášať nekovové inklúzie príliš hlboko do tekutého jadra, a následne tým zhorší mikročistotu odliatku.
Rozdielny charakter prúdenia nastáva prefúkavaním kombinovanej výlevky argónom. Bubliny plynu vystupujú z bočných otvorov a rozptyľujú tok smerom k hladine kovu. Prefúkavanie argónom znižuje liacu rýchlosť v celom objeme kryštalizátora. Celkový charakter je posunutý k rovnovážnemu postupu celým prierezom kryštalizátora a dynamický účinok v blízkosti stien je tiež znížený.
Opotrebenie trubíc
Opotrebenie vnútorného povrchu ponorných trubíc má chemickú, ale aj mechanickú podobu. Chemické opotrebenie má mechanizmy spojené s vnútornou eróziou medzi materiálom a tekutou oceľou. Mechanické opotrebenie je dané dynamickým účinkom turbulentného prúdu tekutej ocele. Opotrebenie vnútorného povrchu sa tiež kombinuje u ocelí ukľudnených alebo legovaných hliníkom s usadzovaním nárastov v ponornej trubici.
Zárasty v trubiciach
Príčin, prečo ponorné výlevky zarastajú, je niekoľko. Usadzovanie je spôsobené inklúziami mikroskopických rozmerov, ktoré neboli pohltené medzipanvovou troskou. Najdôležitejší vplyv majú rýchlosť prúdenia a charakter prúdenia v ponornej výlevke. Bezprostredne pri stene ponornej výlevky sa prúd pohybuje laminárne, čiže pomalým prúdením, kde majú nekovové inklúzie dostatok času na zrážanie a vzájomné interakcie medzi sebou a aj materiálom výlevky. Ďalšie častice sa následne nalepujú na už zanesené steny. Ďalším činiteľom je prítomnosť vírivého prúdu v strede trubice, ktorý znásobuje počty zrážok mikroinklúzií, hnaných jeho vplyvom do okrajových častí ponornej výlevky, kde sa nalepujú. Dôležitú úlohu pri zarastaní výleviek má aj viskozita taveniny, ktorá so zvyšujúcim sa počtom nekovových inklúzií stúpa a teda spomaľuje ich pohyb, hlavne pri stenách trubice.
Teploty, pri ktorých dochádza k nalepovaniu nekovových inklúzií, sú vysoké a dochádza k teplotnému sliňovaniu. Pri takýchto teplotách sa inklúzie nachádzajú v polotuhom, cestovitom stave, ktorý uľahčuje ich nalepovanie. Tento proces je naviac podporený nedostatočným prehriatím výlevky. V istej fáze nárasty pôsobia vo výlevke ako filter pre tekutú oceľ, ale hrozí tu nebezpečenstvo strhávania nárastov pri ich nedostatočnej kompatibilit.
video prepal tieniacej trubice
video prepal ponornej výlevky
V nasledujúcej tabuľke sú pomocou počítačového programu HSC 5.1 namodelované možné chemické reakcie medzi materiálom trubice a nekovovými inklúziami v tekutej oceli. Sú v nej popísané produkty reakcie a ich termodynamické hodnoty zmeny Gibbsovej energie a teploty tavenia. Pričom najnebezpečnejšie sú produkty, ktoré majú teplotu tavenia vyššiu ako je teplota ocele pri odlievaní, resp. teploty vnútornej steny ochrannej trubice.

Simuláciu prúdenia si pozriete klikom na obrázok